




1、 国外砂带的发展及应用
近年来,国外砂带结构和材料不断发展和完善。砂带结构方面:出现了堆积磨料砂带(金字塔型砂带)、多层磨粒砂带、超涂层砂带、、空心球型砂带、高弹性砂带、防跑偏砂带、不等厚砂带、粒度复合砂带等。砂带组成材料及制造工艺等方面:在磨料方面,传统上采用氧化铝和碳化硅,强力砂带主要采用锆刚玉,美国3M 公司研制了一种Cubicut 砂带,磨粒采用锆铝氧化物合成,这是目前砂带磨料中最硬的品种,德国开发并获多国专利的空心球复合磨粒,其砂带的切削效率高、使用寿命长、成本低;在基体材料方面,日本正研制一种由软钢带作基底的CBN或金刚石砂带,对于特殊场合和高硬度材料的加工很有效,美国3M 公司研制出一种塑料薄膜基底,制出的砂带强度高、韧性好,可以加工出粗糙度Ra为0. 05μm以下的工件表面。
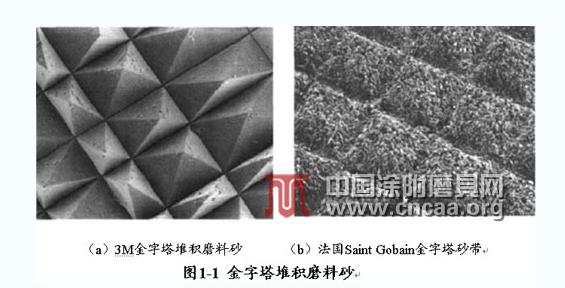
(1)堆积磨料砂带
堆积磨料砂带从外观看是由一系列粗大的磨粒构成的,实际上每个大磨粒都包含了许多微细的氧化铝和碳化硅颗粒。如2004 年美国3M公司研制的金字塔堆积磨料砂带TrizactTM 953FA 和法国Saint Gobain(原美国Norton)的NORaX 金字塔砂带(图1-1),前者由外形规则整齐排列的四棱锥磨粒组成,磨料除常规的氧化铝和碳化硅以外,还有陶瓷刚玉磨料;后者由外观相对粗糙,近似球状的磨粒团构成。但就本质而言,它们的内部结构是相似的,即每个大磨粒都由大量比锥形磨粒或磨粒团更小的磨粒粘接而成。表层磨粒切除一定量的材料后会钝化,磨钝的小磨粒会从锥形磨粒或磨粒团上破碎脱落,位于里层的新磨粒就会露出来参与磨削,因此,新型堆积磨料砂带由于在磨削过程中不断有锋利的切削刃产生,所以具有较长的寿命和对材料均匀一致的切除率。图1-2是相同粒度堆积磨料砂带和普通砂带切除率与磨削时间的关系曲线。从图中不难看出,普通砂带磨削前期材料切除率虽然比堆积磨料砂带略高,但随磨削时间的增加快速下降;相反,堆积磨料砂带材料切除率下降速度比普通磨料砂带要慢,而且随磨削时间的递增逐渐减小并趋于零,寿命约为普通砂带的4 倍以上。
(2)多层磨粒砂带
多层磨粒结构可以有效地提高砂带使用寿命。法国Saint Gobain 磨料磨具公司的细粒度多层磨粒砂带也是精细砂带一大特色产品,图1-4(a)、(b)分别是NORaX砂带的微观结构和断面示意图。由图1-4(a)可见,砂带表层呈起伏状,在一定程度上提高了多层砂带的柔曲性能。多层磨粒砂带具有一定的磨粒层(图1-4(b)),当上层磨粒钝化破裂脱落后,就会露出新的切削层,所以多层磨粒砂带具有较长的使用寿命和一定的自锐性。但磨粒层数有限,因为层数过多会导致砂带僵硬,从而无法有效地进行磨削。
(3)空心球磨料砂带
空心球磨料被公认为世界上最有效的磨料,不仅可用于工件的研磨和抛光,而且其重负荷磨削效果显著。如德国Hermes 公司Hermesit System 空心球磨料砂带(图1-4)是通过粘结剂将许多表层粘有细小磨粒的空心球壳固定在基体上形成的一种复合磨粒砂带,球壳薄而脆,由热塑性树脂或玻璃等脆硬材料制成。其中单个球壳上的磨粒数量高达200 多个,磨料种类通常是锆刚玉或陶瓷刚玉。类似于堆积磨料砂带,磨钝后高度相对较低的新磨粒将突出来参与切削,所以具有很长的使用寿命。砂带使用一段时间后,磨粒开始破碎、开孔,但仍然具有很高的机械强度和长时间保持持续。
(4)第三涂层和特殊涂层砂带
第三涂层砂带是一种用于难加工材料的特殊砂带,又称超涂层砂带。如图1-5所示,它在底胶和覆胶的基础上增涂了第三层具有特殊用途的薄层物质,其化学成分通常是由卤族元素或硫元素形成的金属盐,这种砂带的特点是能够降低磨削温度、减小粘附和增加材料切除率。据报道,该涂层能在磨削点附近吸收大量热量来降低磨削温度,随之产生相变由固态转变为液态,并在磨粒表层形成薄薄的润滑膜,离开磨削区后液态金属盐又转变为固态。这种有自润滑效果的第三涂层具有如下功能:磨削温度低,防止工件烧伤;润滑膜降低磨料磨损,提高材料切除率。在难加工材料领域,德国VSM公司的SK840X 第三涂层强力砂带磨 削航空发动机TiAl4V 合金涡轮风扇叶片,既有效地避免了工件烧伤,又实现了难加工钛合金叶片的高效强力磨削。
(5)无纺布砂带
无纺布砂带发明的目的是为了提高涂附磨具的磨削性能和加工质量。由于采用了不编织纤维基体,使磨粒能均匀地粘结在空间柔软的弹性纤维上(图1-6),具有加工零件表面一致性好、无暗纹以及砂带重量轻和抗撕裂性强等突出特点。德国VSM公司最新研制的KV707 砂带特有的柔韧性使其表面能很好地与工件型面贴合,尤其适用于不锈钢罐体和管材表面的精密磨削和抛光。
(6)金刚石与CBN磨料砂带
金刚石和CBN 磨料砂带作为涂附磨具中的特殊成员,因其高硬度和优良的耐磨性在工程陶瓷、半导体玻璃等脆硬材料的精密和超精密加工中已取得初步应用。早期的金刚石、CNB 砂带几乎都通过镍或铬电镀在金属带基上制成。近年来,聚酯超强化薄膜的出现为基体来源开辟了一条全新的道路。如美国Abrasive Technology N.A 公司开发的DuragritTM 和PolyrezTM 金刚石砂带(图1-7),前者为金属基体,在加工玻璃、水晶和高档装饰材料时,磨削精度高且切除均匀;后者是基体柔软的树脂粘结剂类,最小可达3 500# 粒度,适合各类异型面的超精密磨削与抛光,如半导体硅晶片和天文用光学玻璃等。英国一家研究机构也通过多层沉积工艺制造出加工光学系统、磁头、半导体元件的电镀环状CBN 砂带。虽然金刚石和CBN 砂带成本昂贵,但它们是砂带向脆硬材料高精度高速发展的一个重要方向,今后有望从降低制造成本等方面来加快应用。
2、 国内砂带的发展及应用
我国的砂带磨削技术尽管起步比较晚,但近年来发展速度非常快。砂带磨削技术的研究及应用已引起我国机械、制造等行业的广泛关注和有关部门、研究单位和企业的高度重视。目前,国内已有不少砂带磨削设备制造厂、高校和科研单位开展了砂带制备磨削技术的研究与开发工作,例如,河南工业大学研制的柔软耐水砂带制造技术,重庆三磨海达磨床有限公司等数十家砂带磨削设备生产厂家,清华大学开创的超声砂带磨削技术是一种新型的精密砂带复合加工方法,已具有世界领先水平,将这种技术用于计算机硬盘的研抛加工,表面粗糙度可达Ra 0. 01μm。重庆大学成功地将砂带磨削应用到摆线齿轮磨削中,三磨海达磨床有限公司开发了具有自主知识产权的百余个品种砂带磨床设备,其中国际首创连杆端头强力砂带磨削技术,加工产品已用于法国PSA 公司,取得了显著的经济效益和社会效益。此外,郑州白鸽集团股份有限公司和苏州远东砂轮有限公司、江苏三菱磨料磨具有限公司、湖北玉立砂带股份有限公司、佛山顺德区小太阳砂磨材料有限公司先后从德、意、瑞士、韩国等国引进了制造砂带的成套技术和设备,国外公司如3M 公司等陆续在我国投资办厂,为我国砂带磨削技术的发展和应用提供了有利条件。
纵观砂带磨削技术的研究和应用状况,我国与国外发达国家仍存在一定差距,主要表现在以下5 个方面:
(1) 磨削机理及工艺的研究尚不全面和深入。磨削过程中砂带磨粒与工件材料交互作用理论、磨削热、磨削力、磨削温度等的研究,工件材料表面形貌的分析以及磨削参数对磨削效果和砂带磨损情况的研究等方面的工作也刚起步不久。在实际的生产中,砂带磨削已用于铝合金,但相关文献甚少,在镁合金磨削方面几乎是空白。
(2) 砂带品种规格不齐、寿命短,质量有待提高。国内使用最多的是SiC 和Al2O3 磨粒,陶瓷氧化铝和金刚石磨料很少,磨粒粒度号较小,限制了砂带在精密和超精密加工中的应用;国外砂带寿命可达8~12h,而国内的仅为2~4h。
(3) 加工精度有待进一步提高。近年来,国外将砂带磨削已用于精密、超精密加工,精度已达到微米级,表面粗糙度Ra 可达0. 01 ~ 0. 25μm, 而国产320 # 砂带其磨削精度仅为10 ~20μm,国内砂带磨床的切深进给精度较低也严重影响了磨削精度。
(4) 新型砂带磨床有待进一步开发。国外砂带磨床已与NC、CNC 等现代化技术紧密结合,有了较大发展,档次也逐渐上升,具有全自动和自适应控制的能力,而我国砂带磨床发展较为缓慢,很多尚处于机床的改装阶段,有待迅速转化为自主创新。
(5) 工程化应用有待进一步扩展。尽管砂带磨削技术已应用到我国的多个各行业中,如钢管螺旋焊缝抛磨机应用到西气东输,并取得了一定的效益,但离大规模的工程化应用还有一段距离,有待加速产业化的进程,把产、学、研、管有机地结合起来。
3、砂带磨削的主要发展趋势
(1)磨削的自动化、数控化和智能化
近年来,国外数控磨床、磨削加工中心发展很快,已把CNC等现代化技术与砂带磨削相结合。随着人工智能和传感技术的发展,智能磨削已成为重要发展方向。磨削的实验研究需要耗费大量的人力物力,利用计算机进行磨削过程的仿真也是一个重要方向,目前,国际上把分子动力学理论引入磨削机理的研究并进行仿真,不失为一种研究磨削机理的新方法。
(2)磨削的精密和超精密化
工有更高的精度、表面完整性和严格的制造一致性,磨削始终是一种有效的加工方法,如陶瓷、微晶玻璃等难加工材料目前只能采用磨削加工。选用粒径仅为几个纳米的研磨微粉进行超精密研磨,能获得极好的表面质量, 超精密磨削Ra 在0. 012 ~0. 025μm,镜面磨削Ra 可达0. 012μm 以下;超精密复合加工发展也很快,如流体抛光加工、超声振动磨削等。
(3)磨削的高效和强力化
高效深磨可以看成是缓进给磨削与超高速磨削的结合,但磨削的工艺及机理尚不明确,为了形成完整的理论体系,对磨削成屑机理和高应变速率下材料变形机制、磨削力、磨削温度、磨削残余应力等还要进行充分研究。国外已成功地将砂带磨削用于强力磨削,实现了大切除量和高金属去除率磨削,对铸铁的切削率已达3 ×105mm3 / s,砂带磨削一次切深可达3~4mm,其加工效率比铣削加工提高了5~10 倍。
(4)磨粒磨具材料的高性能化
现代机械加工的不断发展对材料的加工要求越来越高,促使不断研制和使用新型的、超硬的磨料磨具进行精密、超精密高效磨削。新型和超硬磨料磨具有:陶瓷刚玉磨料,经过化学陶瓷化处理,再经过晶体瓷胶仪后破碎成颗粒,最后烧结成磨料,其韧性好、自锐性好、寿命长;人造金刚石,用于磨削超高硬度的脆性材料、硬度合金、花岗岩、宝石、光学玻璃和陶瓷等,由磨料层、过渡层和基体3 部分组成;立方氮化硼,其磨粒韧性、硬度、耐用度是刚玉类磨具的100 倍,适用于高速或超高速及难加工材料,如高速钢、耐热钢等。
参考中国研磨网链接:http://www.yanmo.net/zx_view.asp?NewsID=58052&page=4
